Many countries are rich in agricultural, forestry, and biomass resources, which have a great potential for development. In the development and utilization of renewable energy, the development of various biomass boilers is an important direction.
It is conducive to adjusting the energy structure, reducing resource consumption, and protecting the ecological environment. The development and utilization of renewable energy will save and replace a large amount of fossil energy, greatly reduce the emission of pollutants and greenhouse gases, and promote the harmonious development of man and nature.
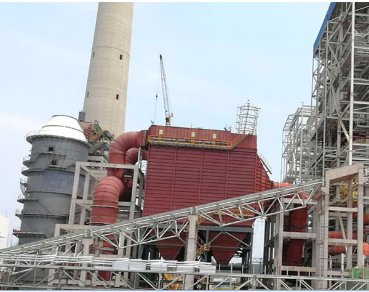
The biomass pellet boiler we produce is mainly as follows.
Project cases: 60,000 tons/year China Luzhou Laojiao wine distillation boiler, 130 tons/hour Indian Madras sugar refinery chain boiler, etc.
High temperature ultra-high pressure vibrating grate biomass boiler parameters:
Rated evaporation capacity: 120t/h-145t/h;
Main steam pressure: 13.7MPa;
Main steam temperature: 540℃;
Water supply temperature: 230℃;
Hot air temperature: 194 ℃;
Smoke exhaust temperature: 130 ℃;
Boiler thermal efficiency: >90%;
L*W*H: 37m*27m*29m
Weight: 2030T
Air preheater:External water heat medium type air preheater